Prosedur Pengelasan Oksi Asetilin
Prosedur Pengelasan Oksi Asetilin, sebelim kita membahas mengenai prosedur pengelasan kita harus mengetahui mengenai pengelasan oksi asetilin. Pengelasan oksi asetilin merupakan pengelasan yang menggunakan campuran antara oksigen dan gas asetilin untuk menghasilkan nyala api dengan suhu tinggi.
Proses ini banyak di gunakan dalam berbagai aplikasi, mulai dari perbaikan otomotif hingga fabrikasi logam. Berikut di bawah ini Prosedur Pengelasan Oksi Asetilin sebagai berikut:
Prosedur Pengelasan Oksi Asetilin
Pengelasan oksi asetilin adalah teknik pengelasan yang menggunakan campuran dari gas asetilin dan oksigen untuk menghasilkan nyala api bersuhu tinggi. Proses ini banyak di gunakan dalam berbagai aplikasi, muali dari perbaikan otomotif hingga fabrikasi logam. Untuk memastikan keselamatan dan hasil pengelasan yang optimal, penting untuk mengikuti prosedur yang tepat.
1. Persiapan
Sebelum memulai pengelasan, area kerja harus di persiapkan dengan cermat. Adapun langkah-langkahnya meliputi:
- Pertama-tama, membersihkan area kerja dari material yang mudah terbakar dan memastikan ventilasi yang cukup. Selanjutnya, jika perlu, tambahkan alat penghisap asap pengelasan.
- Kemudian, memeriksa instalasi peralatan las dari kebocoran gas pada sambungan menggunakan cairan sabun atau larutan pembersih.
- Setelah itu, menyiapkan seluruh peralatan pengelasan yang di perlukan, termasuk alat-alat keselamatan kerja seperti kacamata las, sarung tangan, dan apron.
- Terakhir, mempersiapkan benda kerja dengan membersihkan permukaan dari minyak, karat, atau kotoran lainnya, dan menempatkannya pada posisi yang stabil.
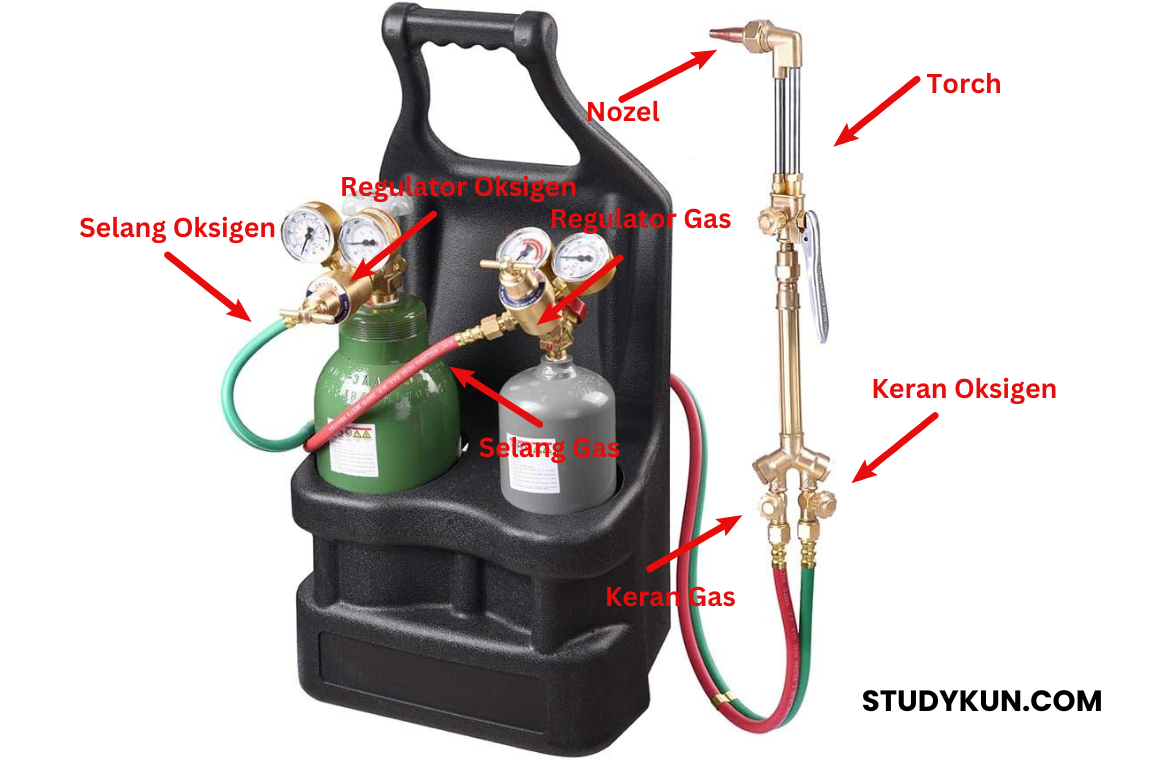
Baca juga: Peralatan Las Oksi Asetilin
2. Menyalakan dan Mengatur Api Las
Selanjutnya, proses menyalakan dan mengatur api las memerlukan ketelitian:
- Awalnya, pastikan kran asetilin dan oksigen pada brander tertutup.
- Kemudian, atur tekanan kerja gas asetilin dan oksigen sesuai dengan ukuran brander yang di gunakan, dengan memperhatikan batas tekanan yang aman.
- Berikutnya, nyalakan api asetilin menggunakan korek api las, lalu buka kran oksigen sedikit demi sedikit untuk mendapatkan nyala api yang di inginkan.
- Dalam hal ini, jika api mati, tutup kran oksigen terlebih dahulu, lalu nyalakan kembali api asetilin.
3. Melaksanakan Pengelasan
Saat melaksanakan pengelasan, perhatikan hal-hal berikut:
- Pertama, arahkan api las ke permukaan kampuh sambungan, gunakan kerucut nyala api bagian dalam untuk memanaskan benda kerja.
- Kemudian, kontrol panas yang di salurkan ke benda kerja dengan mengatur jarak dan sudut kemiringan moncong brander.
- Selanjutnya, lelehkan permukaan logam hingga terbentuk kawah lasan, dan gunakan bahan tambah jika di perlukan.
- Terakhir, gerakkan api las secara perlahan dan kontinyu mengikuti jalur kampuh sambungan.
4. Mematikan Api Las dan Membersihkan Hasil Lasan
Setelah proses pengelasan selesai:
- Pertama, matikan api las dengan urutan yang benar, yaitu menutup kran asetilin lalu oksigen (untuk sistem tekanan tinggi) atau sebaliknya (untuk sistem tekanan rendah).
- Lalu, bersihkan terak dari jalur lasan menggunakan palu terak dan sikat kawat baja saat benda kerja masih panas.
Baca juga: Las Oksi Asetilin
5. Mengakhiri Pekerjaan Las
Jika pekerjaan las selesai dan peralatan tidak akan di gunakan lagi:
- Pertama, matikan api las dan tutup semua kran.
- Kemudian, keluarkan sisa tekanan gas dari saluran oksigen dan asetilin.
- Terakhir, kendorkan katup regulator dan bersihkan area kerja serta peralatan.
Teknik Mengelas dengan Las Oksi-Asetilin: Tips Tambahan
- Selain itu, pastikan pemanasan benda kerja merata.
- Kemudian, lakukan pemanasan secara bertahap hingga mencapai titik lebur.
- Selanjutnya, cairkan ujung kawat pengisi saat kampuh las sudah melebur.
- Terakhir, saat mengelas posisi vertikal, jaga ukuran kawah lasan agar tidak tumpah.
6. Teknik Ayunan Nozzle
Ayunan nozzle adalah gerakan yang di lakukan pada brander las untuk mengontrol distribusi panas dan membentuk alur las. Ada beberapa pola ayunan yang umum di gunakan:
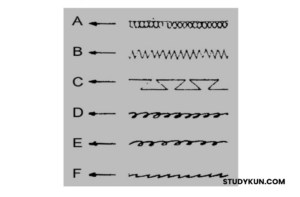
A. Ayunan Melingkar:
-
- Di gunakan untuk menghasilkan kawah las yang merata.
- Cocok untuk pengelasan sambungan yang membutuhkan penumpukan las yang lebih banyak.
B. Ayunan Segitiga/Zig-Zag:
-
-
- Menghasilkan alur las dengan pola zig-zag.
- Berguna untuk mengisi celah yang lebar.
-
C. Ayunan Trapesium:
-
- Menciptakan alur las yang lebar dan rata.
- Sering di gunakan untuk pengelasan permukaan yang luas.
D. Ayunan “L”, “E”, dan “I”:
-
- Pola-pola ini di gunakan untuk aplikasi khusus, tergantung pada bentuk dan ukuran sambungan yang di las.
- Setiap pola ayunan memiliki kegunaanya masing-masing.
7. Pengelasan Tanpa Bahan Tambah
Dalam kondisi tertentu, pengelasan dapat di lakukan tanpa bahan tambah, yaitu dengan melelehkan logam induk itu sendiri:
- Kampuh sudut luar seringkali dapat di las tanpa bahan tambah.
- Pada pengelasan vertikal, logam induk pada posisi atas dapat di lelehkan untuk mengisi kampuh.
- Sudut nozzle dan kecepatan gerakan brander perlu di sesuaikan untuk mengontrol lelehan.
8. Pengelasan Posisi Mendatar (Flat)
Pengelasan posisi mendatar memerlukan pengendalian lelehan las agar tidak menetes:
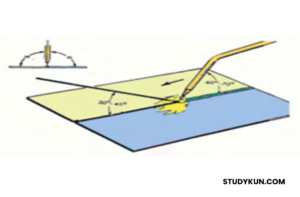
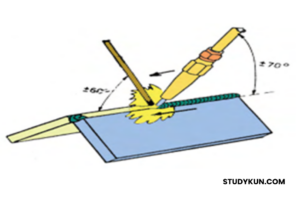
- Kampuh I:
- Sudut kemiringan nozzle antara 60o – 70o , sementara untuk kemiringan bahan tambah 30o – 40o untuk mengontrol lelehan.
- Bahan tambah di gerakkan mengayun untuk mengaduk kawah lasan.
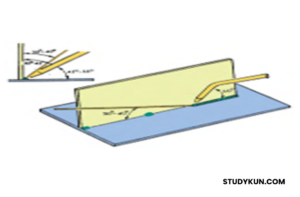
- Kampuh V:
- Penting untuk mencegah lelehan las menetes di depan nyala api.
- Kemiringan pada gerakan nozzle dan bahan tambah yang berlawanan membantu mengisi kampuh.
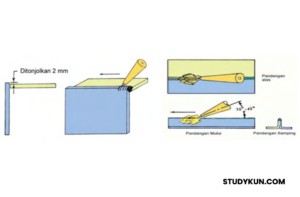
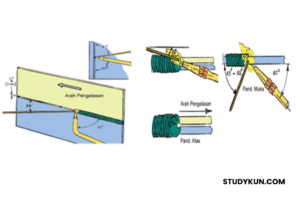
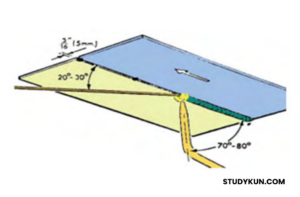
- Kampuh Berimpit:
- Nyala api di arahkan ke sudut kampuh untuk memastikan pencairan pada kedua benda kerja.
- Nozzle di miringkan membentuk sudut 80o terhadap permukaan benda kerja dan 60o – 70o terhadap jalur lasan.
- Bahan tambahan di miringkan 30o – 40o terhadap jalur lasan.
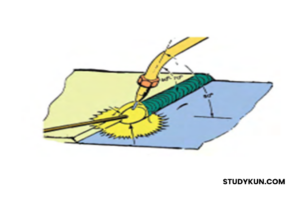
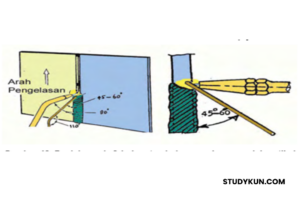
- Kampuh T dan Kampuh Sudut Luar:
- Posisi benda kerja dan sudut nozzle/bahan tambah di sesuaikan untuk menghasilkan sambungan yang kuat.
- Sebelum melakukan pengelasan, buat titik-titik las pengikat (tack weld) beberapa tempat.
- Sudut jalan bahan berkisar antara 30o – 40o terhadap jalur lasan.
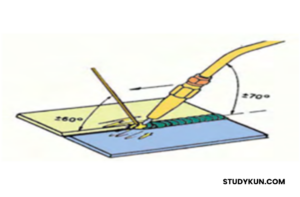
- Kampuh Sudut Luar
- Nyala api las di arahkan ke tengah kampuh.
- Nozzle di gerakkan sepanjang jalur sambungan.
- Kemiringan nozzle sekitar 70o terhadap jalur lasan.
- Kemiringan bahan tambah sekitar 60o terhadap jalur lasan.
9. Pengelasan Posisi Horisontal, Vertikal, dan Atas Kepala (Overhead)
- Posisi Horisontal:
- Lelehan las cenderung mengalir ke bawah, sehingga posisi nozzle perlu di miringkan.
- Ayunan nozzle harus kecil dan terkontrol.
- Posisi Vertikal:
- Bahan tambah di tempatkan di antara nyala api dan kawah lasan.
- Gerakan ayunan nozzle dan bahan tambah yang berlawanan membantu mengisi kampuh.
- Posisi Atas Kepala (Overhead):
- Membutuhkan teknik khusus untuk melawan gravitasi.
- Arah pengelasan (maju atau mundur) dan posisi nozzle/bahan tambah di sesuaikan dengan ketebalan benda kerja.
- Pengelasan arah mundur di anjurkan untuk ketebalan benda kerja di atas 6mm.
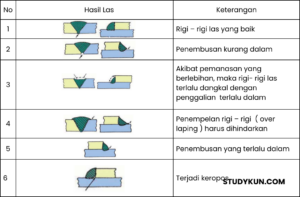
10. Kualitas Hasil Las
Kualitas hasil las di pengaruhi oleh berbagai faktor, termasuk teknik pengelasan, pengaturan api las, dan kebersihan benda kerja. Beberapa indikator kualitas hasil las meliputi:
Kesimpulan
Mengelas pada posisi vertikal dan atas kepala membutuhkan pemahaman yang mendalam tentang perilaku lelehan las akibat gravitasi serta penguasaan teknik posisi nozzle dan bahan tambah yang tepat. Dengan latihan yang konsisten dan penerapan teknik yang benar, seorang juru las dapat menghasilkan sambungan yang kuat dan berkualitas pada kedua posisi yang menantang ini. Oleh karena itu, penting untuk selalu memperhatikan sudut, gerakan, dan posisi alat las serta bahan tambah sesuai dengan posisi pengelasan yang di hadapi.